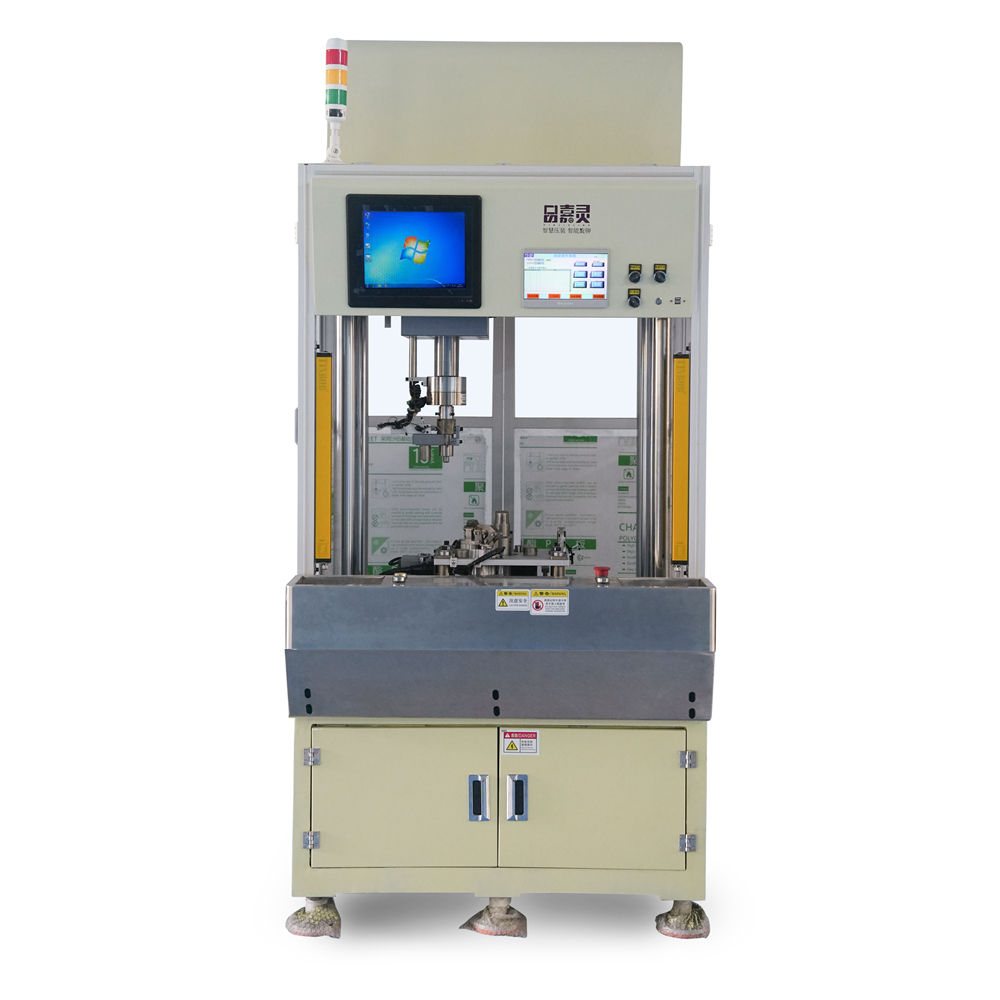
Brushless motor rotor assembly double station rotary riveting machine
This equipment is used for automatic riveting of brushless motor rotor assemblies.
A. The main components of the equipment:
casting fuselage, double-station turntable, servo riveting system, human-computer interaction system, safety protection system and other parts.
B.Work flow of brushless motor rotor assembly double-station, rotary riveting machine:
1.Manually preassemble play assembles a moto auto approves slide parts pros the motor rotor +2 pads+2 counterweights+4rivets and place them on the turntable jig.
2.The turntable transfers the jig with he workpiece installed to the servo riveting station.
3.The servo riveting madhine performs riveting on 4 rivets.
4.After the riveting is completed, the finished product is manually removed, and another preassembled workpiece is placed on the turntable jig, and the above cydle is repeated.
The entire riveting process takes 25 seconds.
C. Equipment advantages :
1.The riveting station uses an industrial control computer version of the servo riveting machine for riveting. The riveting modes are diverse: optional pressure control, position control, precise control of the riveting height: different riveting heights are set for different set different riveting pressures for rivets of different sizes, and the rotation speed can be adjusted.
2.There are pressure and displacement curves of the entire process. The press-fitting software is equipped with an envelope judgment function, and the product load range or displacement range can be set according to requirements. If the real-time data is not within the range, the equipment will automatically alarm and identify defective products 100% in real time to adhieve online quality control.
3.The pressing software collects, analyzes, records and saves the pressing data in real time, and the data collection frequengy is as high as 1000 times /second. It is more convenient to store and upload press- fitting data, making product press-fitting data traceable. 485 communication and Ethernet communication can be used , and MES systems can be connected.
4.All tooling fixtures adopt a universal design. Different riveting rod heads can be replaced for different riveting processes, and can be compatible withriveting of multiple products.