China Motorcycle engine cradle bushing automatic press machine
This equipment is used for automatic pressing of motorcycle engine cradle bushings.
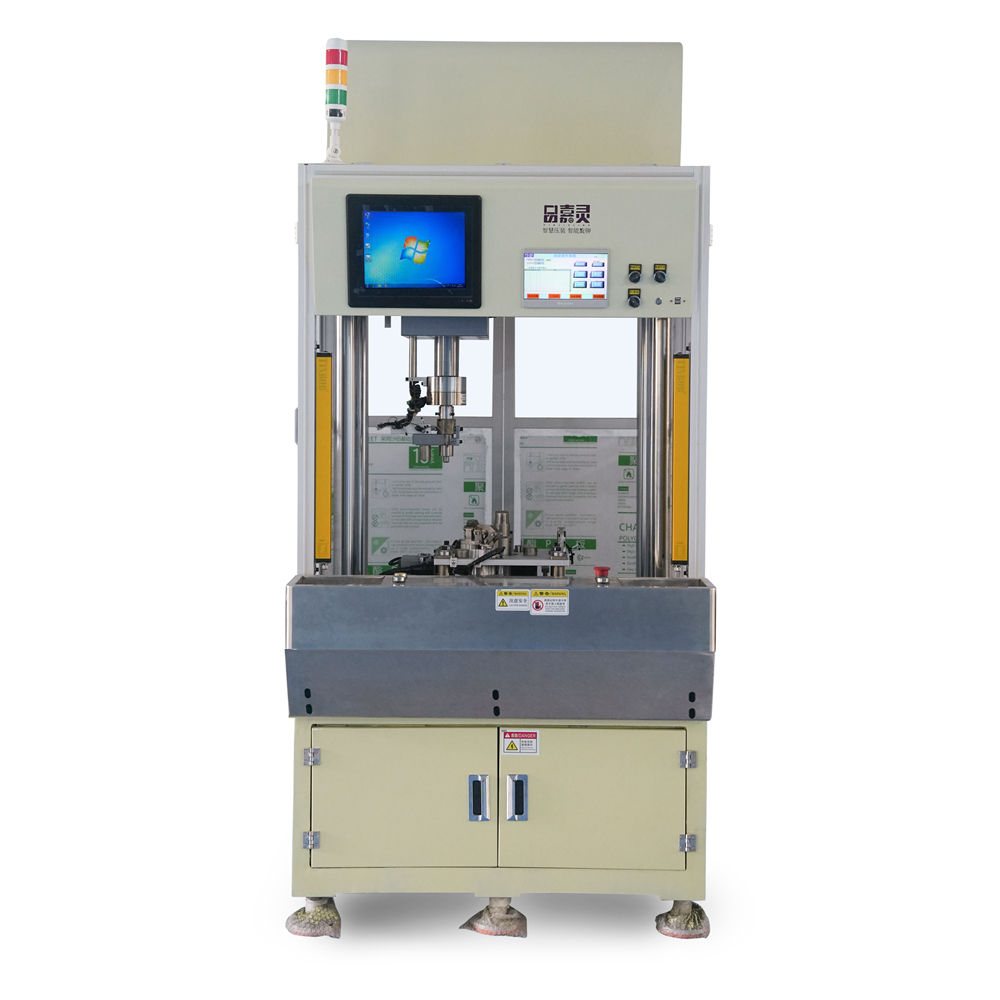
A:The main components of the equipment:
casting frame, automatic loading and unloading system,multi-station-turntable, servo pressing system, safety protedtion system and other parts.
B:Work flow of motorcycle engine cradle bushing automatic press machine:
1)Loading the cradle: Manually place the cradle vertically on the turntable fixtue.
2)Loading the lower bushing: ln order to avoid damage to the outer end. face of the bushing, a magazine-type silo is used to automaticallydistribute materials and automatically detect the lining. After taking out the bushing by the according to the detection signal feedback, send the bushing face up to the press fitting station fixture.
3)The number one servo press machine presses the lower buishing.
4)Pivot tube loading: The pivot tube is loaded using a hopper.
5)In order to adapt to the pivot tube feeding of different cradles and reduce the time of two sets of feeding mechanisms are equipped.
6)Upper bushing loading: the number two servo pressure Install the machine and press-fit the bushing.
7)Unloading of the cradle components: After the pressing of the cradle is completed, mamually assist in unloading, and re-place the new cradle vertically on the turntable jig, and the above cyele is in sequence. The entire process takes 15 seconds.
C:Equipment advantages:
1)Two pressing stations use industrial computer version Servo pressing machines for pressing the equipment has high precision displacement accuracy ±0.01mm, pressure accuracy 0.5%FS various press fitting modes optional pressure control, position control, multistage control different operating speeds can be set for each pressing step and the pressing can be stopped when the set force or displacement is reached.
2)There are pressure and displacement curves of the entire process the press fitting software is equipped with an envelope judgment function and the product load range or displacement range can be said according to requirements if the real time data is not within the range the equipment will automatically alarm and identify defective products 100% in real time to achieve online quality control.
3)The pressing software collects analyzes records and saves the pressing data in real time and collection frequency is as high as 1000 times / second. Tsn second, it is more convenient to store and upload press fitting data and realize the traceability of product press fitting data. it can use 485 communication Ethernet commmunication or connect to mes system to realize intelligent production-management hnnesm.
4)All tooling fixtures adopt a universal design and are compatible with the assembly of multiple products.