


Сервопресс для подставки двигателя мотоцикла
1. Equipment working principle
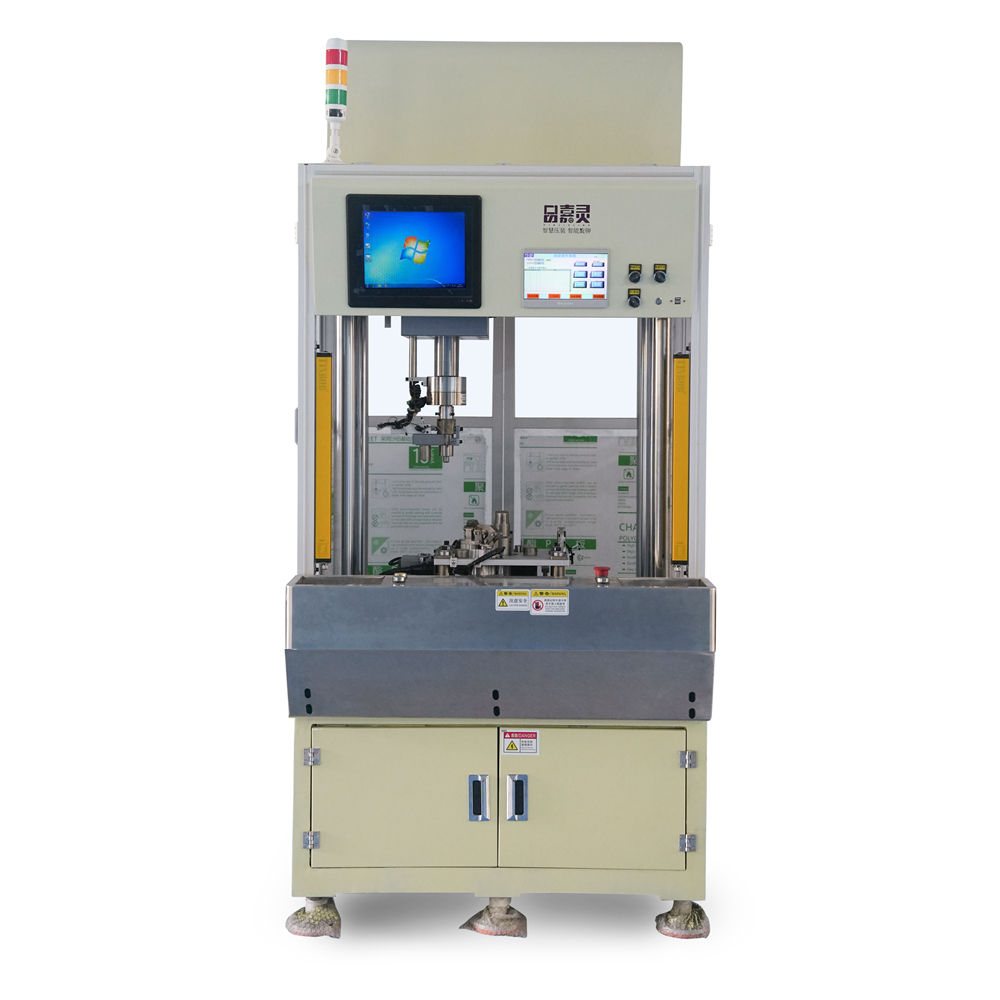
Manual auxiliary loading and unloading of the cradle, automatic loading of the bushing, automatic installation of the pivot tube rubber sleeve, and automatic pressure installation of the bushing.
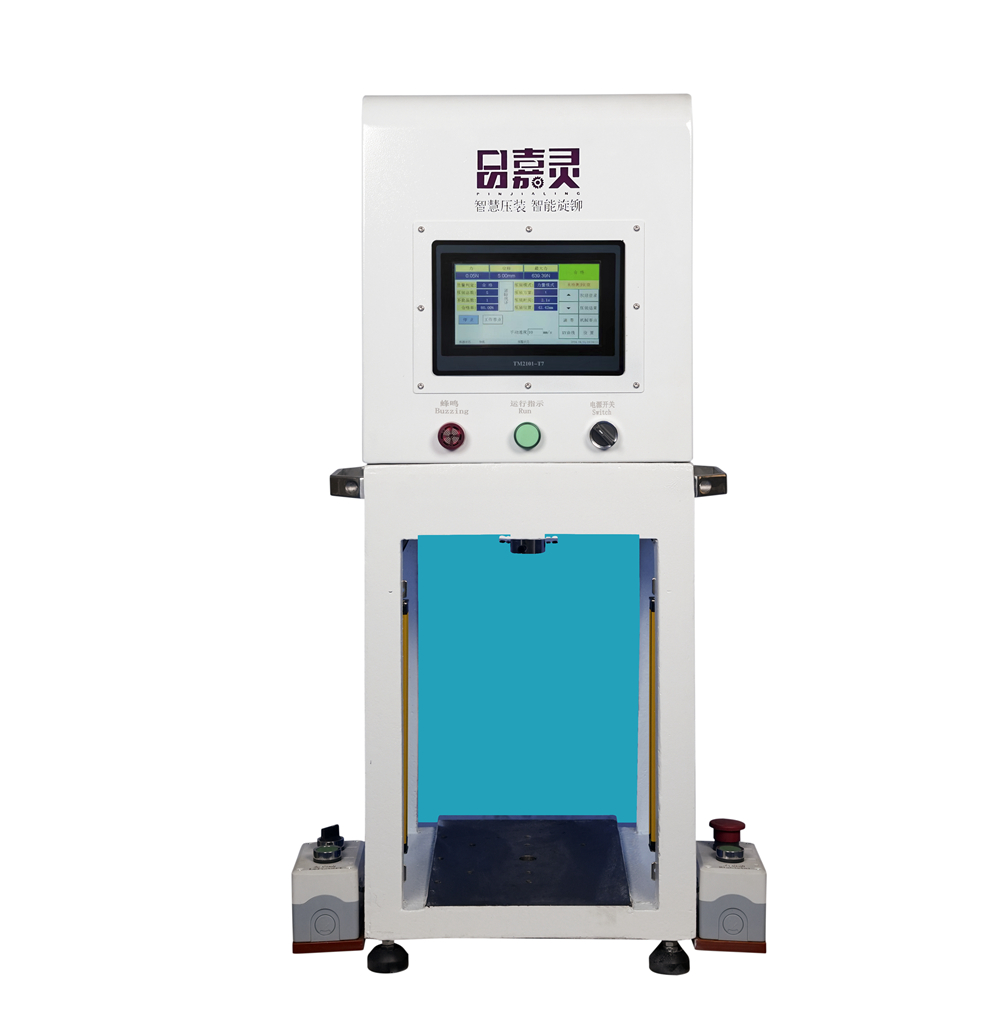
The equipment mainly consists of: casting frame, automatic loading and unloading system, multi-station turntable, servo pressing system, human-computer interaction system, safety protection system and other parts.
2. Work flow of motorcycle engine cradle bushing automatic press machine
1. Loading the cradle: Manually place the cradle vertically on the turntable fixture.
2. Lower bushing loading: In order to avoid damage to the outer end face of the bushing, a magazine-type hopper is used to automatically distribute materials and automatically detect the front and back of the bushing. After the bushing is taken out by the rotating clamping claw, the bushing is loaded according to the detection signal feedback. The sleeve is sent to the press-fitting station fixture with the front side facing up.
3. No. 1 servo press machine presses the lower bushing.
4. Pivot tube loading: The pivot tube is loaded using a hopper. In order to adapt to the pivot tube feeding of different cradles and reduce the time of fixture replacement, two sets of feeding mechanisms are equipped.
5. Load the upper bushing.
6. The No.2 servo press machine presses and installs the bushing.
7. Unloading of the cradle components: After the press-fitting of the cradle is completed, manual auxiliary cutting is performed, and the new cradle is placed vertically on the turntable jig again, and the above cycle is repeated. The entire process takes 15 seconds.
 |
 |
3. Equipment advantages
1. The two press-fit stations are press-fitted using an industrial computer-controlled servo press. The equipment has high precision: displacement accuracy ±0.01mm, pressure accuracy 0.5%F.S. Various press-fitting modes: optional pressure control, position control and multi-stage control. Different operating speeds can be set for each pressing step, and pressing can be stopped when the set force or displacement is reached.
2. There are pressure and displacement curves of the whole process. The press-fit software is equipped with an envelope judgment function, and the product load range or displacement range can be set according to requirements. If the real time data is not within the range, the device will automatically alarm and identify defective products 100% in real time to achieve online quality control.
3. The pressing software collects, analyzes, records and stores the pressing data in real time, and the data collection frequency is as high as 1000 times/second. It is more convenient to store and upload the pressing data, and realize the traceability of product pressing data. It can use 485 communication, Ethernet communication or connect to MES system to realize intelligent production management.
4. All tooling fixtures adopt universal design and are compatible with the assembly of multiple products.




We have obtained various international management system certifications and comply with production standards in different regions.









The FAQ is regularly updated to reflect the latest information and to ensure that you have the most accurate details at your fingertips.
Thank you for choosing us, and we hope you find the answers you need!
- What is a Desktop Servo Riveting Machine?
- What are the advantages of servo presses in forging?
- Is there any warranty after purchasing the servo press?
- What is the accuracy of the servo press?
- What is the maintenance required for a servo press machine?